最高の鋳造部品をつくるカギは「砂の3Dパズル!?」 ~オンリーワン技術*を支える現場に密着~
皆さんは、「鋳造(ちゅうぞう)」という言葉から何を思い浮かべるでしょうか?
「聞いたこと無い」と思われる方もいるかもしれません。
鋳造とは、「高温で溶かした金属を型に充填(じゅうてん)させて任意の形状をつくり出すこと」。身近な物で例えると「固形の板チョコを鍋で湯煎して溶かして、好きな型に流し込んでチョコレートをつくる」のと同じ要領です。
自動車には、エンジン部品や足回り部品、タイヤのホイールほか、たくさんの鋳造部品が使われています。
鋳造にはいくつか種類があり、代表的なものは鉄を溶かす「鋳鉄(ちゅうてつ)鋳造」、アルミを溶かす「アルミ合金鋳造」、銅像などでお馴染み「銅合金鋳造」など、材料によっていろいろな呼び名があります。さらに、その一つ一つの鋳造法の中に、より細分化された幾通りもの工法があります。

(左写真:鋳造機への配湯 右写真:アルミ溶解)
今回は、この「鋳造」に込められた想いを求めて、SKYACTIVエンジン部品のシリンダーヘッド製造を担うアルミ鋳造工場に潜入取材します!
より薄く、より軽い製品を目指した
世界オンリーワン*の工法とは?
エンジン1つでも約300点の部品で構成されています。その中で、本社工場で作っているのは、シリンダーヘッド、シリンダーブロック、カムシャフト、クランクシャフト、コンロッドと呼ばれるエンジンの主要部品です。中でもエンジン性能を最も左右するシリンダーヘッドの製造工程を今回は紹介します。

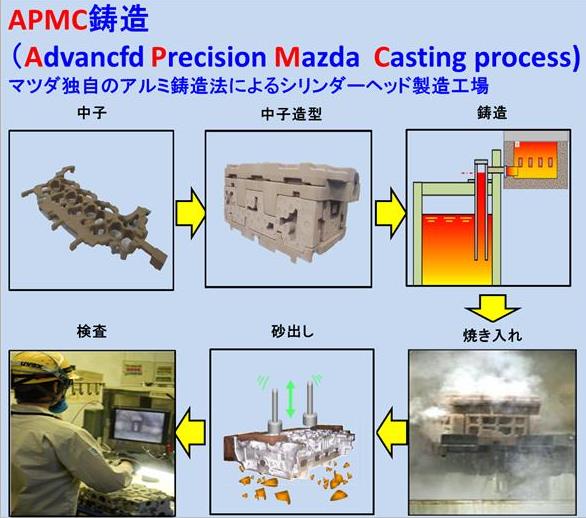
一般的にシリンダーヘッドは、「低圧鋳造法(Low-Pressure Die-casting:LPD)」と呼ばれる金型(かながた)と砂型(すながた)を使用した工法で製造されていますが、マツダでは、世界オンリーワンの工法*、砂型のみを使用した「APMC鋳造法(Advanced Precision Mazda Casting)」で製造しています。


自動車のエンジンはご存じのように、ガソリンや軽油などの燃料を燃焼・爆発させてピストンを動かします。シリンダーヘッドは、その燃焼室の「フタ」となる部品。爆発力に耐えるための強度が必要不可欠で、エンジンの性能を左右する重要な部品です。
つまり、このシリンダーヘッドの品質が、馬力や燃費性能などに影響するのです。加えて燃費性能については、より軽くつくる必要もあります。シリンダーヘッドは走行性能と環境性能、すなわちお客様の「走る歓び」に直結する部品と言っても過言ではありません。
APMC鋳造法は、シリンダーヘッドの「耐久性を担保しつつ、より薄く、より軽い製品を製造する!」ことをコンセプトに開発された、マツダオリジナルの鋳造法なのです。
APMC鋳造法は、中子(なかご)造型⇒鋳造⇒熱処理⇒解枠⇒検査の工程順で製造されます。今回ブログでは、「中子造型」、「鋳造」、「焼入れ」の3つの工程をご紹介します。
① 中子造型:「砂のパズル」 1粒にも魂を込めた作業
大きな特徴は、13種類の砂型をパズルのように組み合わせ、その中に溶けたアルミを充填し、金型鋳造ではできない複雑で薄い製品を鋳造することができることです。

(13種類の砂型を組み合わせて、サンドパッケージを製作する)
しかし、APMCは全てが砂型のため、金型と異なり、部品1つに対して砂型1つを作る必要があります。
砂型は厚さ5mmと、とても薄くて壊れやすいデリケートな物です。13種類もの砂型を「砂のパズル」のように、ぶつける事なく3mmのすきまを保ったまま正確で速やかに組み付けるのは、非常に集中力が必要な作業です。動きも非常に複雑で、ロボットにもまねすることができないであろう、まさに匠の技と言っても過言ではありません。

匠の技をすべて習得するには長い期間を要します。すべての技を習得している者は職場の中でもわずか5名しかいません。匠の一人である職長補佐の山崎 康太(やまさき こうた)は、「私達は砂1粒にも魂を込めた作業をしています」と力強く語ってくれました。
② 鋳造:シリンダーヘッドに命を吹き込む電磁ポンプ
次の工程では、その魂を込めて作られた砂型にシリンダーヘッドの命とも言えるアルミ溶湯(ようとう)を流し込みます。
従来のLPD(低圧鋳造法)では、炉の中を加圧して溶湯を型内の形状部へ充填させていましたが、微妙な充填スピードのコントロールができませんでした。そこで、APMCを導入するにあたり、充填スピードを自在にコントロールすることのできる鋳造用電磁ポンプをメーカーと共に開発。薄肉、複雑形状でも隅々まで行きわたらせることのできる充填を可能にしています。

③ 焼入れ:より高い強度を求めて
次に、鋳造された製品は、熱処理工程に搬送されます。熱処理とは、熱した製品を急激に冷やすことで強度を上げる方法です。先ほど触れたとおり、シリンダーヘッドは、より高い強度と耐久性が必要な部品。テレビなどで見る、真っ赤に熱した日本刀を水に浸けて急冷し、強度を上げているのと同じように、シリンダーヘッドも熱い状態のまますぐに冷やすことで強度がアップします。

LPDで使う金型は、溶けたアルミを流し込んでは固め、製品を取り出しては繰り返し使用されていました。一方、APMCでは製品1個に使う砂型も1個。アルミを流し込んだ後、そのまま砂型ごと固めながら運ぶことが可能です。高温状態のまま熱処理の部屋に入ると、あらかじめ条件をコントロールされたタイミング・位置・流量・水圧で水を掛け、要求される強度を保証しています。
また、熱処理工程を大幅に短縮することで、従来工程の1/6の時間で造ることができる、画期的な鋳造法となっています。
砂型内のアルミが完全に冷え固まると、砂型をばらし全数品質確認を実施してシリンダーヘッドの素材が完成。加工工場へ出荷し、エンジンが出来上がっていくのです。
人と設備が「人馬一体」となる自主保全活動
ところで、様々な工程で使用されている設備を、どのように維持しているのでしょうか?
砂型のみを使った世界オンリーワン*の鋳造法のAPMCは生産設備もユニークなものが多く、そこには作業者一人ひとりが設備への思い入れを込めた、自主保全活動を行っています。

自主保全活動とは、自分たちの設備は自分たちで守る。そのための、設備の状態を見える化し、自分達の手で点検やメンテナンスを行い、設備を強制劣化から守り、故障を未然に防ぐことにあります。
APMCのラインでは幾通りもの条件を維持管理するため、何百項目もの日々点検を行っています。たとえば中子造型機は198項目、電磁ポンプでは180項目もの設備点検を行い、マシン性能を常に高い状態で維持することで、安定した生産を可能にしています。

(左写真:噴霧吐出確認、右写真:流量点検)
鋳造工程を担当する班長の佐藤 博宣(さとう ひろのぶ)は、「私たちの工場は、それぞれの製造工程ごとに1チーム5~7人ほどの自主保全サークルで活動しています。設備の声に耳を傾け、人と設備が人馬一体となることで、設備の能力を100%引き出し、お客様が感動して頂ける良い製品を造り続けることが私たちの使命であり、これこそが、シリンダーヘッドを製造している私たちの走る歓びだと感じています。」と語ります。

(左写真:魂を込めたメンテナンス、右写真:後継者を育成する様子)
QRコードに込められた魂
最近のマツダ車のエンジン各部品に付いている、このQRコード。ご覧になったことはありますか?これは作業者が製造へのこだわりを注ぎ、確かな品質を確保したことの証明として、最終工程で刻まれています。

いかがでしたか?シリンダーヘッドも、1人ひとりの自分の仕事に対する誇りやこだわり、また最新鋭の設備による繊細なコントロールによって、1台1台が丁寧に造られていることをわかって頂けたことと思います。
“すべてはお客様のために”
この心を刻んだQRコードがついているシリンダーヘッドは、私たちの魂を込めた証です。今後も進化を続けながら良い車をお届けしていきますので、ご期待ください!
*軽合金製鋳物の製造方法 2005年6月30日特許取得



